
 13961137052
13961137052


铝合金焊丝
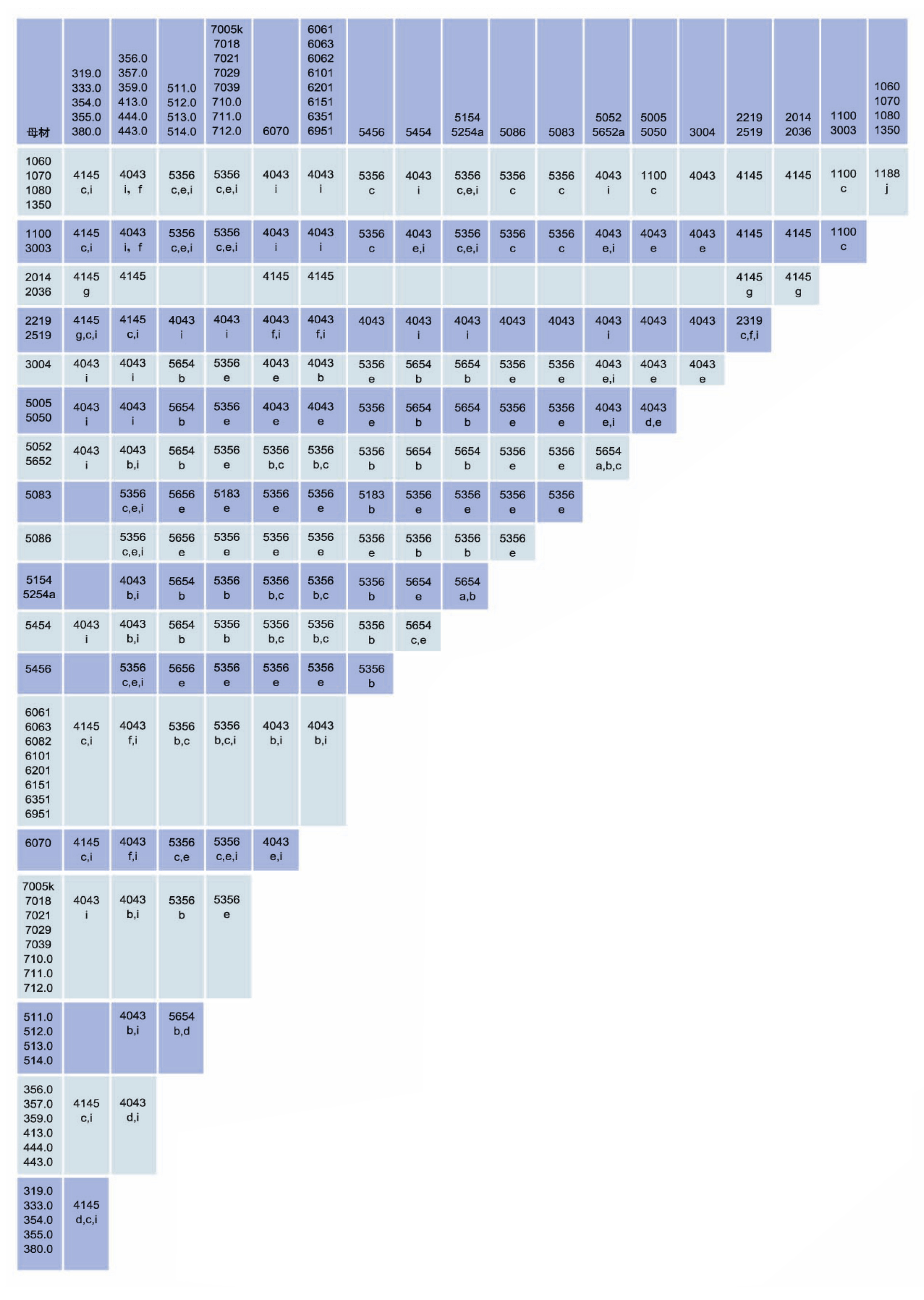
填充材料选择指南
1100 Al99.0Cu
焊材化学成分指标%
| Si+Fe | <0.95 |
| Cu | 0.05-0.20 |
| Mn | <0.05 |
| Be | <0.0003 |
| Zn | <0.10 |
| AI | >99.00 |
焊缝物理性能
屈服极限(Mpa): 80
抗拉强度(Mpa): 130
延伸率(%): 18
试验温度(°C): 20
标准
GB/T 10858-2008: SAI 1100
AWS A5.10-2012: ER 1100
性能特点及用途
本品为含镁5%的铝合金焊丝,是一种用途广泛的通用型焊材,适合焊接或堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。应用于自行车,铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
4043 AlSi5
焊材化学成分指标%
| Si | 4.5-6.0 |
| Fe | <0.80 |
| Cu | <0.30 |
| Mn | <0.05 |
| Mg | <0.05 |
| Zn | <0.10 |
| Be | <0.0003 |
| Ti | <0.20 |
| 其余 | <0.05 |
| 其余总和 | <0.15 |
性能特点及用途
屈服极限(Mpa): 70
抗拉强度(Mpa): 170
抗拉强度(%): 10
试验温度(°C): 20
标准
GB/T 10858-2008: SAI 4043
AWS A5.10-2012: ER 4043
性能特点及用途
本品为含硅5%的铝合金焊丝,适合焊接铸铝合金。应用于船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝(mm) 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
4047 AlSi12
焊材化学成分指标%
| Si | 11.0-13.0 |
| Fe | <0.80 |
| Cu | <0.30 |
| Mn | <0.05 |
| Mg | <0.10 |
| Ti | <0.15 |
| Zn | <0.20 |
| Be | <0.0003 |
| 其他 | <0.05 |
| 其余总和 | <0.15 |
焊缝物理性能
屈服极限(Mpa): 70
抗拉强度(Mpa): 170
延伸率(%): 9
试验温度("C): 20
标准
GB/T 10858-2008: SAI 4047
AWS A5.10-2012: ER 4047
性能特点及用途
本品为含硅12%的铝合金焊丝,适合焊接各种铸造及挤压成型铝合金。低熔点及良好的流动性使母材焊接变形很小。应用于焊接或堆焊轻质合金加工业。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝(mm) 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
5087 AIMg4.5MnZr
焊材化学成分指标%
| Si | <0.25 |
| Fe | <0.40 |
| Cu | <0.05 |
| Mn | 0.7-1.1 |
| Mg | 4.5-5.2 |
| Ti | <0.15 |
| Zr | 0.10-0.20 |
| Zn | <0.25 |
| Be | <0.0003 |
| Cr | 0.05~0.25 |
焊缝物理性能
屈服极限(Mpa): 125
抗拉强度(Mpa): 290
延伸率(%): 16
试验温度("C): 20
标准
GB/T 10858-2008: SAI 5087
AWS A5.10-2012: ER 55087
性能特点及用途
本品为添加了锆元素的铝镁基铝合金焊丝。锆作为一种晶粒细化剂,可以提高抗弯性能和抗腐蚀性。应用于船舶、储罐、铁路、汽车工业的建设。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝(mm) 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
5183 AIMg4.5Mn0.7
焊材化学成分指标%
| Si | <0.40 |
| Fe | <0.40 |
| Cu | <0.10 |
| Mn | 0.05-1.0 |
| Mg | 4.3-5.2 |
| Ti | <0.15 |
| Zn | <0.25 |
| Be | <0.0003 |
| Cr | 0.05~0.25 |
| 其他 | <0.05 |
| 其余总和 | <0.15 |
焊缝物理性能
屈服极限(Mpa): 120
抗拉强度(Mpa): 285
延伸率(%): 17
试验温度("C): 20
标准
GB/T 10858-2008: SAI 5183
AWS A5.10-2012: ER 5183
性能特点及用途
本品为含镁4.5%的铝合金焊丝,适用于焊接或表面堆焊同等级别的铝合金材料。应用于化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝(mm) 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
5356 AIMg5.0
焊材化学成分指标%
| Si | <0.25 |
| Fe | <0.40 |
| Cu | <0.10 |
| Mn | 0.05-0.20 |
| Mg | 4.5-5.5 |
| Cr | 0.05-0.20 |
| Ti | 0.06-0.20 |
| Zn | <0.10 |
| Be | <0.0003 |
| 其他 | <0.05 |
| 其余总和 | <0.15 |
焊缝物理性能
屈服极限(Mpa): 110
抗拉强度(Mpa): 275
延伸率(%): 17
试验温度("C): 20
标准
GB/T 10858-2008: SAI 5356
AWS A5.10-2012: ER 5356
性能特点及用途
本品为含镁5%的铝合金焊丝,是一种用途广泛的通用型焊材,适合焊接或堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。应用于自行车,铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等。
保护气体
纯氩(99.99%)、纯氦(99.99%)、氩气+氦气(50+50%)
规格
盘装焊丝(mm) 0.8;0.9; 1.0; 1.2; 1.6; 2.0; 2.4
直条焊丝(mm) 1.6; 2.0; 2.4; 3.2; 4.0; 5.0; 6.0
焊丝包装
盘装焊丝:S100:0.5kg 1LB S200:2kg S300:7kg/9kg 16LB
直条焊丝5/10kg
长度: 1000/914mm
关键词: 铝合金焊丝



合作意向表
Cooperation Intent Form
您可以在线留言给我们留下您的需求或建议,我们收到后会第一时间给您回复。


手机网站